Understanding the Alpha Gap and Beta Gap in Contamination Control
Most contamination control strategies are strong on paper.
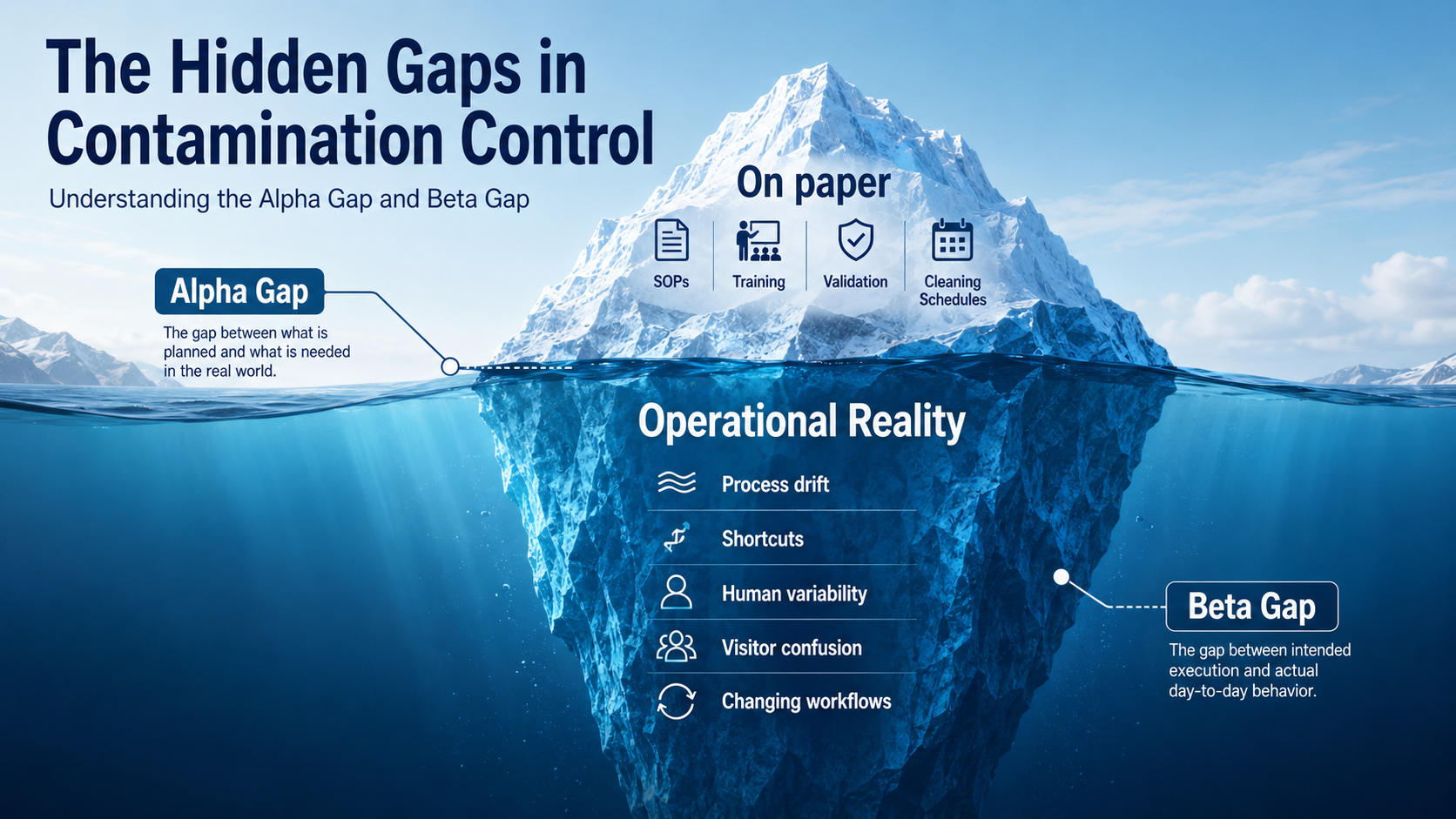
There are procedures, SOPs, defined control points, approved products, validation reports, training records, environmental monitoring programs, visitor procedures, gowning requirements, cleaning schedules, and layers of documented controls. On paper, everything appears to be accounted for.
But anyone who has spent time inside a real controlled environment knows there is often a quiet gap between the process that was designed and the process that actually unfolds day to day.
Systems rarely fail all at once. They tend to drift. Small compromises accumulate. Adaptations become routine. Temporary decisions become permanent behavior. Over time, these changes become normalized and eventually invisible.
This is where the concepts of the Alpha Gap and Beta Gap become useful. Together, they help explain the difference between the contamination control strategy we think exists and the strategy that is actually required to control risk in a real environment.
The Alpha Gap: The Design Problem
The Alpha Gap begins before operations even start. It lives in the assumptions made during process design, facility planning, risk assessments, and contamination control strategy development.
Controls are often designed around ideal conditions. Traffic flow diagrams assume people move in predictable ways. Procedures assume every step will be followed consistently. Environmental risks are evaluated based on expected behavior rather than observed behavior. Existing practices are sometimes repeated simply because they have always been done that way.
The challenge is not necessarily poor design, it’s an incomplete design.
Real environments are complex systems. People move differently than expected. Equipment placement changes. Production demands evolve. Contractors enter spaces. Material flow shifts. New processes get added over time. Small operational realities can create exposure points that were never considered in the original strategy.
A contamination control plan can appear comprehensive while still overlooking the ways contamination actually enters, moves through, or accumulates within a space.
The Beta Gap is different.
The Beta Gap: The Execution Problem
The Beta Gap is the distance between the strategy that was designed and how the strategy performs during everyday operation.
This is where variability enters the system.
Processes become compressed during busy production periods. Cleaning schedules shift. Operators adapt workflows to meet timelines. Temporary workarounds become routine. Manual steps that seemed manageable during validation become difficult to sustain month after month.
Training gaps can also become part of the Beta Gap.
A procedure may be documented, but that does not always mean it is understood, practiced, or reinforced in the real environment. Proper use of a chemical hood, correct gowning technique, gloving practices, cleaning methods, material transfer procedures, and movement through controlled areas all require repetition and ongoing reinforcement.
These are not always instinctive behaviors. They are learned skills.
When training is rushed, inconsistent, outdated, or not supported by clear visual cues within the space, small errors can become routine. A glove may be touched in the wrong place. A hood sash may be used incorrectly. A gowning step may be skipped or performed out of order. Materials may move through an area in a way that was never intended.
Individually, these moments may seem small. But in a controlled environment, small inconsistencies can compound.
Importantly, this does not happen because people are careless.
Most teams and operators are balancing competing priorities. Production targets, staffing limitations, maintenance needs, time pressure, urgency, and human fatigue all influence behavior. Real environments are dynamic, and people adapt because adaptation is often necessary to keep work moving.
The challenge is that systems built around perfect behavior can slowly drift when reality introduces friction.
Because contamination control does not happen in theory. It happens in real spaces, with real people, under real pressures.
Why Both Gaps Matter
The difference between the Alpha Gap and Beta Gap is where contamination risk quietly grows. It is not always obvious, and it does not always show up immediately. In many cases, the most concerning facilities are not the ones with no contamination control strategy at all. They are the facilities where the gaps are small enough to go unnoticed but consistent enough to compound over time.
A missed control point in the original design, combined with inconsistent execution, can create a system that still appears compliant during routine observation. On the surface, the procedures exist, the training records are complete, the approved products are in place, and the process appears controlled. But beneath that surface, the system may be performing inconsistently.
Over time, those gaps can contribute to higher particle counts, audit findings, operational inefficiencies, contamination events, and increased product risk. This is why closing the gaps is not always about adding more procedures or creating more complexity. In many cases, it is the opposite. Strong contamination control systems reduce reliance on variables and make the right behaviors easier to repeat.
A strong system is designed around how contamination actually enters and moves through a space, not just how the process is expected to function in theory. That means prioritizing controls that are passive, repeatable, measurable, visible, and less dependent on perfect execution every single day. It also means recognizing that procedures are only one part of the system. The environment itself should help guide behavior.
This requires being honest about operational reality.
- How do people actually move through the environment?
- What shortcuts are already happening?
- Which controls are difficult to maintain consistently?
- Where has normalization quietly occurred?
- Can a visitor or new employee understand the expected behavior by looking at the space itself?
- Which training gaps are showing up again and again in daily practice?
Those questions can be uncomfortable, but they are often more valuable than another SOP revision. As Patricia Igneczi of Contec puts it: “Talk to your operators. Gown up. Walk the space. Experience the process firsthand.”
That perspective matters because the people working inside these environments often understand the day-to-day friction better than anyone. They know where procedures slow down, where confusion happens, where shortcuts begin, and where the written process does not fully match the lived process.
That insight matters. Solutions should not only be developed for operators, they should be developed with them. When every role has a voice in contamination control, from quality and operations to cleaning teams, maintenance, visitors, and contractors, the system becomes stronger.
You uncover pain points faster.
You create controls that are easier to follow.
You build processes that are more practical, more compliant, and more sustainable over time.
Because real environments are not static, and human behavior is never perfectly uniform. Even the best-designed systems are still operated by people, and people introduce variability.
Contamination control is not just about what is used to prevent contamination. It is about whether the system was designed for reality and whether it can continue performing reliably long after implementation.
Close the Alpha Gap, and you improve the design.
Close the Beta Gap, and you improve execution.
Both matter.